

Elektrostatik çekim olgusunun keşfedilmesinden bu yana 2.600 yıldan fazla geçti ve temel elektrostatik teori, yüz yıldan daha kısa bir süre önce modern elektrostatik toz kaldırma teknolojisinin teorik temeli haline geldi.
Son yıllarda, ekonomik kalkınma ve teknolojik ilerleme nedeniyle, elektrostatik çökelti teknolojisi çeşitli endüstriyel alanlarda giderek daha yaygın olarak kullanılmaktadır. Pet şişe ambalaj makinelerinin geliştirilmesiyle pazar rekabeti giderek daha şiddetli hale geldi. Üretim maliyetlerini azaltmak ve ürün kalitesini ve üretim verimliliğini artırmak için, içecek üreticileri arasında üfleme, doldurma ve sınırlama gibi birleşik makinesi giderek daha popülerdir.
Şişenin durulama sürecini ortadan kaldırdıkça, üretim verimliliği artırılır ve önceden formun temizliği için gereksinimler de arttırılır. Bununla birlikte, preform statik elektrik üretecek ve enjeksiyon kalıplama ve taşıma işlemi sırasında biraz toz ve kalıntıya yapışacaktır, geleneksel süreç düşük verimlilik ve yüksek su tüketimine sahip preformu durulamak için steril su veya sterilize su kullanmaktır.
Elektrostatik toz çıkarma teknolojisi, preformun iç boşluğundaki statik elektriği ortadan kaldırmak için kullanılır ve daha sonra embriyo tüpünün iç duvarı üzerinde adsorbe edilen toz ve enkaz, yüksek verimlilik ve düşük gaz tüketimi ile bir vakum süpürgesi tarafından toplanır.
Preformlar enjeksiyonla kalıplandıktan sonra, preform sepetlerinde büyük miktarlarda ve düzensiz olarak istiflenirler. Kullanımdayken, forklift preform sepetlerini tamponun içine koyar ve tampon preformları preform sepetlerdeki asansöre dökür. Embriyolar asansör tarafından belirli bir yüksekliğe kaldırılır ve daha sonra embriyo sıralama makinesine gönderilir. Embriyo sıralama makinesi, preformları düzenli bir düzenlemeye dönüştürür ve üfleme, doldurma ve dönen ekipmanı tek tek gönderir.
Bu işlemde, statik elektrik üretilmesi kolay olan preformlar arasında çok fazla ekstrüzyon sürtünmesi ve ayrımı vardır ve havadaki yıpranmış preform enkaz ve toz da preformun iç boşluğunda kolayca emilir. İçecek ambalajının temizlik gereksinimlerini karşılamayan preform yüzeyinde toz ve kalıntıların elektrostatik adsorpsiyonu nedeniyle, bir preform tozu çıkarma sistemi gereklidir.
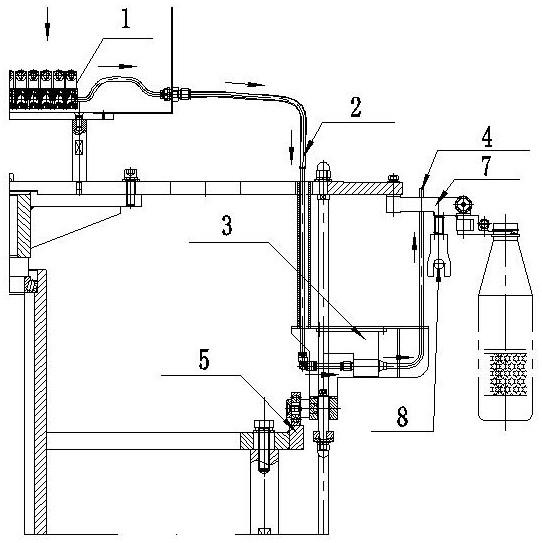
Toz Toplayıcı Prensibi: Giriş 24V DC voltajı, darbe DC kontrolörü tarafından 2kV ~ 15kV'ye yükseltilir, üretilen pozitif voltaj ve negatif voltaj, şant boyunca iyon nozulunun pozitif ve negatif elektrotlarına sırasıyla bağlanır. İyon nozeti temizliğe bağlanır. Sıkıştırılmış hava, pozitif ve negatif elektrotlar sırasıyla sıkıştırılmış havayı pozitif ve negatif iyonlarla iyon rüzgarına iyonize eder, iyon nozulunun dışındaki nozül şişe embriyosuna sokulur ve eğer iyon rüzgarını püskürtürse Şişe embriyo pozitif yüklenir, iyon akışındaki negatif iyonlar ve nötralizasyon, eğer preform yüzeyindeki toz negatif yüklenirse, iyon akışındaki pozitif yük nötralize edilir. Elektrostatik toz ortadan kaldırılır ve adsorpsiyon kuvveti kaybolur. Sıkıştırılmış hava onu preformadan üfler ve daha sonra elektrikli süpürge tarafından emilir ve toplanır ve preform tozu çıkarma işlemi tamamlanır.
Çalışma Modu: İşleme birimlerinin çoğu (şişe üfleme, doldurma, kapatma, vb.) Ve üfleme doldurma-kaplama ekipmanlarındaki şişeler ve preformlar için transfer üniteleri döner tasarımlardır ve preform tozunun giderilmesi döner olacak şekilde tasarlanmıştır. doğrudan entegre edilebilir ve kurulabilir. Isıtma ünitesinden önce, preform yıldız tekerleği tarafından taşınır. Preform verildikten sonra, bir sonraki yıldız çarkına aktarılır ve daha sonra üfleme, doldurma ve kapaklama ekipmanı ile sorunsuz bir şekilde bağlanan ısıtma ünitesine girer. Darbe kalıplama makinesi doğrudan ek motor tahriki olmadan sağlanır. Toz çıkarma memesi ile preform arasında bire bir ilişki vardır. Preform, toz çıkarma yıldız tekerleğine girdikten sonra, iyon nozulunun dış nozulu, yeterli statik nötralizasyon ve temizleme süresi sağlayan preform ve püskürtme iyonize havaya yerleştirilir.
Deney Doğrulama: Hava basıncı 0.35MP, ekipman hızı 36000bph, deney için 50 prefform alındı ve saç telleri, film, kağıt hurdalar, preform enkazları ve destek halkası enkazları sırayla yerleştirilir ve yabancı madde tamamen yerleştirilir kaldırıldı.
Test Talimatı:
a. Saç için saçları 2, 3 ve 5 cm uzunluğa kesin ve sırasıyla her şişe embriyosuna farklı uzunluklarda 3 tüy yerleştirin;
b. Film (plastik film), filmi 1, 2 ve 3 cm uzunluğunda ve yaklaşık 1 cm genişliğinde kesin ve her bir önsöze farklı boyutlarda 3 film koyun;
c. Kağıt hurdaları, bir parça beyaz kağıt 1, 2, 3 cm uzunluğunda ve 1 cm genişliğinde beyaz kağıt parçalarına kesin ve her şişe embriyosuna farklı spesifikasyonların 3 adet kağıt parçasını koyun;
d. Şişe preform enkaz, şişe preform enkazını 1 mm'den fazla uzunlukta alın ve her şişe preformuna birkaç (10'dan fazla) kalıntı koyun;
e. Destek halka parçalarını, 1 mm'den fazla uzunlukta preform destek halkası fragmanlarını alın ve her bir preformaya birkaç (10'dan fazla) fragman koyun.
Son Test Sonuçları: Preformdaki ortak yabancı nesneler, preform kalıntıları ve destek halkası enkazlarıdır. Ön form elektrostatik çökelti işlendikten sonra, çıkarma oranı%100'e ulaşabilir. Manuel olarak eklenen yabancı nesneler için, film hariç, kaldırma oranı da yüksektir.
%100'e ulaşabilir ve film kaldırma oranı%96'ya ulaşabilir, bu da ekipmanın öngörünün temizliği için üfleme doldurma kaplama ekipmanının gereksinimlerini tam olarak karşılayabileceğini kanıtlar.
Yazar: R Obin He